

GB/T 3001-2017 耐火材料 常溫抗折強度試驗方法
- 發表時間:2022-12-04
- 來源:共立消防
- 人氣:
1 范圍
本標準規定了耐火材料常溫抗折強度試驗方法的原理、設備、試樣、試驗步驟、結果計算及試驗報告等。
本標準適用于定形和不定形耐火材料。
2 規范性引用文件
下列文件對于本文件的應用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本文件。
GB/T 4513.5 不定形耐火材料 第5部分:試樣制備和預處理(GB/T 4513.5-2017,ISO 1927-5:2012,MOD)
GB/T 4513.6 不定形耐火材料 第6部分:物理性能的測定(GB/T 4513.6-2017,ISO 1927-6:2012,MOD)
GB/T 7321 定形耐火制品試樣制備方法
GB/T 8170 數值修約規則與極限數值的表示和判定
GB/T 10325 定形耐火制品驗收抽樣檢驗規則(GB/T 10325-2012,ISO 5022:1979,NEQ)
3 術語和定義
下列術語和定義適用于本文件。
3.1
抗折強度 modulus of rupture
具有一定尺寸的耐火材料條形試樣,在三點彎曲裝置上所能承受的最大應力。
4 原理
在常溫下,以恒定的加荷速率對試樣施加應力直至試樣斷裂。
5 設備
5.1 加荷裝量
5.1.1 加荷裝置應有三個刀口,下面兩個刀口支撐試樣,上面一個刀口加荷(見圖1)。三個圓柱形刀口的曲率半徑應符合表1的規定,刀口長度應比試樣的寬度(b)至少大5mm(見圖2)。三個刀口與試樣的接觸線應相互平行,且垂直于試樣壓力面長度方向的側面。兩個下刀口應位于中間支撐塊上,中間支撐塊的底面是圓柱面的一部分,這樣,當試樣在垂直面上稍有偏斜時可獨立地調節每個下刀口(見圖2)。也可固定一個下刀口,使另一個下刀口和上刀口能在垂直面上調節。兩個刀口之間的距離見表1,上刀口位于兩個下刀口中間,偏差在2mm內。
5.1.2 加荷裝置能夠以恒定的速率對準試樣中間均勻加荷,并有能記錄或指示其斷裂載荷的儀器,測力示值誤差應在±2%以內。
5.2 電熱鼓風干燥箱
能控制在110℃±5℃。
5.3 游標卡尺
分度值為不大于0.05mm。
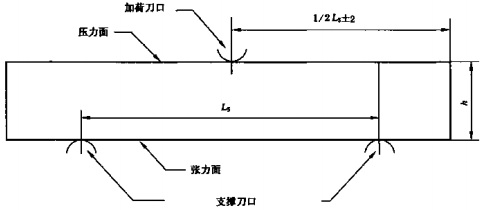
圖1 加荷裝置上下刀口布置圖
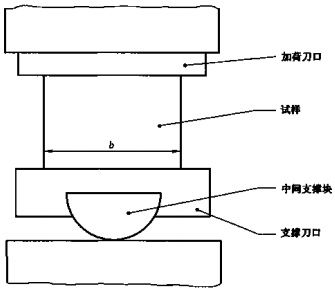
圖2 加荷裝置中間支撐塊位置示意圖
6 試樣
6.1 數量
6.1.1 定形耐火材料樣品的數量按GB/T 10325的規定或由相關方協商而定。
6.1.2 定形耐火材料的制備按照GB/T7321進行。如果試樣從磚上切取,從每塊磚上切取的試樣數量應相同,以便統計分析。
注:從每塊樣品上切取的試樣數量(詳細規定超出了本標準的范圍)宜由有關方協商而定并在試驗報告中注明。
6.1.3 不定形耐火材料的制備按GB/T 4513.5進行,每組試樣數量應不少于3個。
6.2 形狀和尺寸
6.2.1 定形制品標準試樣尺寸為230mm×114mm×65(75)mm,也可以采用表1中列出的其他尺寸。
6.2.2 如果不能滿足表1的特殊試樣尺寸,可由相關方協商確定,并在報告中注明。
6.2.3 不定形耐火材料的試樣尺寸按照GB/T 4513.6相關條款進行。
表1 定形制品試樣尺寸、允許偏差和刀口的規定 單位為毫米
試樣尺寸 1×b×h | 寬度b和高度h 的允許偏差 | 橫截面對邊之間的平行度允許偏差 | 頂面與底面之間的平行度允許偏差 | 下刀口之間距離Ls | 上下刀口的曲率半徑 |
230×114×75 230×114×65 | - | - | - | 180±1 | 15±0.5 |
200×40×40 | ±1 | ±0.15 | ±0.25 | 180±1 | 15±0.5 |
150×25×25 | ±1 | ±0.1 | ±0.2 | 125±1 | 5±0.5 |
6.3 試樣制備
6.3.1 標準磚(見6.2)可直接做試驗。
6.3.2 如果試樣從磚上切取,應保留磚成型時加壓方向的原磚面作壓力面,在試樣上注明壓力面。注:建議采用連續凸緣金剛石片切割。如果使用齒形凸緣刀片,刀片切出的邊緣常出現破損,因此建議刀片進人的面作為張力面。
6.3.3 不定形耐火材料以試樣成型時的側面做壓力面。
7 試驗步驟
7.1 在110℃±5℃的干燥箱(5.2)中將試樣烘干至恒量,在干燥器中冷卻至室溫。如果用于化學結合或焦油結合磚,這些制品要進行某種形式的預先熱處理。這種預先熱處理條件的具體規定超出了本標準的范圍,需經相關方協商確定,并在試驗報告中注明。
注:對其他不宜110℃±5℃烘干的試樣,烘干條件宜經有關方面協商確定。
7.2 測量每個試樣中間部位的寬度和高度,精確至0.1mm,測量下刀口之間距離,精確至0.5mm。
7.3 將試樣對稱地放在加荷裝置(5.1)的下刀口上。如果試樣是整磚,壓力面應是成型加壓面。如果試樣是從磚上切取的,壓力面應是原磚的成型加壓面。
7.4 在常溫下對試樣垂直施加載荷直至斷裂,加荷速率為:
a)致密耐火制品,0.15 MPa/s±0.015 MPa/s;
b)隔熱耐火制品,0.05 MPa/s±0.005 MPa/s.
7.5 記錄試樣斷裂時的載荷(Fmax)。
以上為標準部分內容,如需看標準全文,請到相關授權網站購買標準正版。
-
 IG541混合氣體滅火系統
IG541混合氣體滅火系統:IG-541滅火系統采用的IG-541混合氣體滅火劑是由大氣層中的氮氣(N2)、氬氣(Ar)和二氧化碳(CO2)三種氣體分別以52%、40%、8%的比例混合而成的一種滅火劑
IG541混合氣體滅火系統
IG541混合氣體滅火系統:IG-541滅火系統采用的IG-541混合氣體滅火劑是由大氣層中的氮氣(N2)、氬氣(Ar)和二氧化碳(CO2)三種氣體分別以52%、40%、8%的比例混合而成的一種滅火劑 -
 二氧化碳氣體滅火系統
二氧化碳氣體滅火系統:二氧化碳氣體滅火系統由瓶架、滅火劑瓶組、泄漏檢測裝置、容器閥、金屬軟管、單向閥(滅火劑管)、集流管、安全泄漏裝置、選擇閥、信號反饋裝置、滅火劑輸送管、噴嘴、驅動氣體瓶組、電磁驅動
二氧化碳氣體滅火系統
二氧化碳氣體滅火系統:二氧化碳氣體滅火系統由瓶架、滅火劑瓶組、泄漏檢測裝置、容器閥、金屬軟管、單向閥(滅火劑管)、集流管、安全泄漏裝置、選擇閥、信號反饋裝置、滅火劑輸送管、噴嘴、驅動氣體瓶組、電磁驅動 -
 七氟丙烷滅火系統
七氟丙烷(HFC—227ea)滅火系統是一種高效能的滅火設備,其滅火劑HFC—ea是一種無色、無味、低毒性、絕緣性好、無二次污染的氣體,對大氣臭氧層的耗損潛能值(ODP)為零,是鹵代烷1211、130
七氟丙烷滅火系統
七氟丙烷(HFC—227ea)滅火系統是一種高效能的滅火設備,其滅火劑HFC—ea是一種無色、無味、低毒性、絕緣性好、無二次污染的氣體,對大氣臭氧層的耗損潛能值(ODP)為零,是鹵代烷1211、130 -
 手提式干粉滅火器
手提式干粉滅火器適滅火時,可手提或肩扛滅火器快速奔赴火場,在距燃燒處5米左右,放下滅火器。如在室外,應選擇在上風方向噴射。使用的干粉滅火器若是外掛式儲壓式的,操作者應一手緊握噴槍、另一手提起儲氣瓶上的
手提式干粉滅火器
手提式干粉滅火器適滅火時,可手提或肩扛滅火器快速奔赴火場,在距燃燒處5米左右,放下滅火器。如在室外,應選擇在上風方向噴射。使用的干粉滅火器若是外掛式儲壓式的,操作者應一手緊握噴槍、另一手提起儲氣瓶上的
